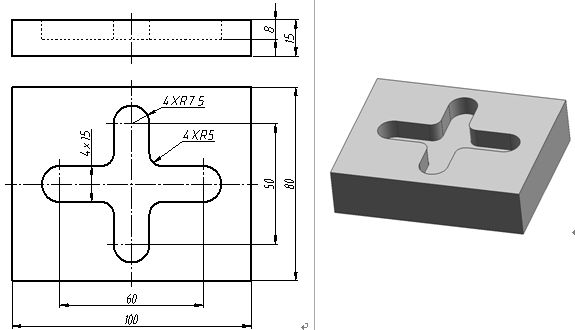
案例3:内轮廓零件加工——槽加工
参考程序:
(1)十字槽粗加工程序
○0001;
G90 G40 G21 G17 G94;
G91 G28 Z0;
G90 G54 M3 S480;
G00 X30.0 Y0;
Z5.0 M08;
G01 Z-4.0 F40;
X-30.0 F60;
Z-8.0 F40;
X30.0 F60;
G00 Z5.0;
X0 Y25.0;
G01 Z-4.0 F40;
Y-25.0;
Z-8.0 F40;
Y25.0 F60;
G00 Z5.0 M09;
G91 G28 Z0;
M30;
(2)十字槽精加工程序
○0002;(主程序)
G90 G40 G21 G94 G17;
G91 G28 Z0;
G90 G54 M3 S800;
G00 X0 Y0;
Z5.0 M08;
G01 Z0 F40;
M98 P0003 L02;
G90 G00 Z5.0 M09;
G91 G28 Z0;
M30;
○0003;(子程序)
G91 G01 Z-4.0 F40;
G90 G41 D03 G01 X12.5 Y7.5 F50;
G02 X7.5 Y12.5 R5.0;
G01 Y25.0;
G03 X-7.5 R7.5;
G01 Y12.5;
G02 X-12.5 Y7.5 R5.0;
G01 X-30.0;
G03 Y-7.5 R7.5;
G01 X-12.5;
G02 X-7.5 Y-12.5 R5.0;
G01 Y-25.0 ;
G03 X7.5 R7.5;
G01 Y-12.5;
G02 X12.5 Y-7.5 R5.0;
G01 X30.0;
G03 Y7.5 R7.5;
G01 X12.5;
G02 X7.5 Y12.5 R5.0;
G40 G01 X0 Y0;
M99;

