案例2
参考程序:
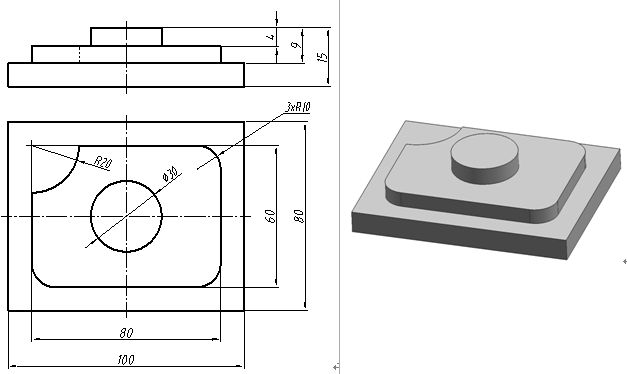
(1)圆柱台加工程序
○0001;
G90 G94 G40 G17 G21;
G91 G28 Z0;
G90 G54 M3 S350;
G00 X62.0 Y0;
Z5.0;
G01 Z-4.0 F52;
G41 D02 G01 X47.0 Y0 F52;
G02 I-47.0 J0;
G40 G01 X62.0 Y0;
G41 D02 G01 X31.0 YO;
G02 I-31.0 J0;
G40 G01 X62.0 Y0;
G41 D02 G01 X15.0 Y0;
G02 I-15.0 J0;
G40 G01 X62.0 Y0;
G00 Z20.0;
G91 G28 Z0;
M30;
(2)外轮廓加工程序
○0002;
G90 G94 G40 G17 G21;
G91 G28 ZO;
G90 G54 M03 S350;
G00 X-62.0 Y52.0 M08;
Z5.0;
G01 Z-9.0 F52;
G41 D02 G01 X-40.0 Y30.0 F52;
G01 X-20.0 Y30.0;
X30.0;
G02 X40.0 Y20.0 R10.0;
G01 Y-20.0;
G02 X30.0 Y-30.0 R10.0;
G01 X-30.0;
G02 X-40.0 Y-20.0 R10.0;
G01 Y10.0;
G03 X-20.0 Y30.0 R20.0;
G40 G01 X-62.0 Y52.0;
G00 Z20.0 M09;
G91 G28 Z0;
M30;
粗加工时,选用Φ20的立铣刀,刀具号为T02,刀具半径补偿号为D02,补偿值为10.2mm(0.2mm是精加工余量)。
精加工时,选用Φ12的立铣刀,刀具号为T03,刀具半径补偿号为D03,补偿值为6mm。

